浙江機箱設備外殼加工是(shì)要注意那些
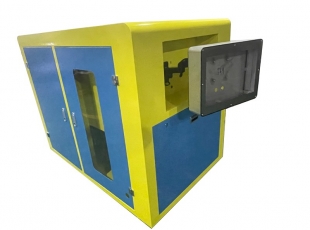
眾所周知,機箱機櫃的外殼都是用鈑金製成的,各個部件均采用不鏽鋼軋板(bǎn),我們在對加工的機箱行驗收時一定要注意(yì)以下幾點:
1、鈑金機櫃不允許有肉眼可見傾斜或局部歪、扭現象存在。框架立柱與底座垂直(zhí)度為小於1.5mm。檢測時以底座上表麵為基準,以立柱(zhù)上端內沿麵為測量點。
2、頂框與底座平行度為小於1mm。檢測點(diǎn)為底座上(shàng)表麵及頂(dǐng)框下表麵,且互為基準。也可通過測量六麵之對角線的長度,相差不得超過2.5mm來檢測。有中隔(gé)板,頂框與底座平行度可放寬至1.5mm,中隔板與頂框或底座(zuò)平(píng)行度為(wéi)小於1mm。
3、上、下圍框(kuàng)的對角線之差的******值小於1.5mm。
4、立柱不能有扭曲現象,各立柱與上、下圍(wéi)框相連的兩端交接線與圍框相鄰平麵的平行度為小於0.5mm。
1、鈑金機櫃不允許有肉眼可見傾斜或局部歪、扭現象存在。框架立柱與底座垂直(zhí)度為小於1.5mm。檢測時以底座上表麵為基準,以立柱(zhù)上端內沿麵為測量點。
2、頂框與底座平行度為小於1mm。檢測點(diǎn)為底座上(shàng)表麵及頂(dǐng)框下表麵,且互為基準。也可通過測量六麵之對角線的長度,相差不得超過2.5mm來檢測。有中隔(gé)板,頂框與底座平行度可放寬至1.5mm,中隔板與頂框或底座(zuò)平(píng)行度為(wéi)小於1mm。
設(shè)備外殼")
3、上、下圍框(kuàng)的對角線之差的******值小於1.5mm。
4、立柱不能有扭曲現象,各立柱與上、下圍(wéi)框相連的兩端交接線與圍框相鄰平麵的平行度為小於0.5mm。
5、支撐插箱的滑道(dào),同一層的左、右滑道所組成的工作麵相對底座上(shàng)表麵的(de)平行度為1mm,且應(yīng)保證插箱裝入後相鄰兩麵板(bǎn)之間間隙之差的******值不(bú)得超過0.6mm。
keyword:機(jī)箱設備外殼
文章(zhāng)來源:http://www.mandarinvoyages.cn
相關文章

什麽(me)材料可以進行精密鈑(bǎn)金加工
發表時間(jiān):2024-03-05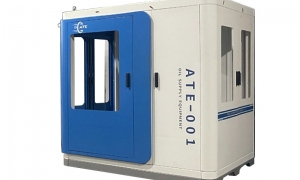
如何檢驗精密鈑金加工(gōng)是否合格
發表時間:2024-02-14
宜興板金加工的常用(yòng)材料你知道有哪些嗎?
發表時間:2023-01-12
91成人版智能(néng)設備科技帶你連了解宜興板金加工的(de)應用
發表時間:2022-03-17
宜興鈑金加工的工藝流程,你知道嗎?
發表時間:2022-03-15
如何防止鈑金加工焊接變形?
發表時間:2021-12-16
機加工有哪些類(lèi)型?主要加工工藝是什麽?
發表時間:2021-12-14
從哪方麵提高鈑金加工工藝的水平
發表時(shí)間:2021-12-02快來,鈑金加工有哪些規則事項,帶你來了解!
發表時間:2021-12-01
宜興機箱設備(bèi)外殼這麽重要(yào)的環節,怎麽能錯過!
發表時間:2021-11-29宜興鈑金(jīn)加(jiā)工(gōng)的特點有哪些
發表時間:2021-11-26
宜(yí)興鈑金加工你需要的注意事項?
發表時間:2021-11-23